-
Residue-Free Extinguishers & Smoke Detectors
Quickly detect and neutralise fires without contaminating stored goods
-
OxyReduct® Fire Prevention
Reduce oxygen levels to prevent fires from igniting
-

Fire Protection Gates & Sprinklers
Contain and suppress fires to prevent warehouse-wide damage
-

Compliance with VdS & FM Global
Ensure fire protection solutions meet global safety standards
-

Explosion Protection Design
Systems are built for environments with flammable gases or particles, preventing explosions
-

Automated Gas Neutralisation
Automatically neutralise gas leaks to maintain safe air quality and prevent fires
Residue-Free Extinguishers & Smoke Detectors
Quickly detect and neutralise fires without contaminating stored goods
OxyReduct® Fire Prevention
Reduce oxygen levels to prevent fires from igniting
Fire Protection Gates & Sprinklers
Contain and suppress fires to prevent warehouse-wide damage
Compliance with VdS & FM Global
Ensure fire protection solutions meet global safety standards
Explosion Protection Design
Systems are built for environments with flammable gases or particles, preventing explosions
Automated Gas Neutralisation
Automatically neutralise gas leaks to maintain safe air quality and prevent fires

Temperature Controlled Storage
The transportation and storage of goods under temperature-controlled conditions poses strenuous challenges for intralogistics managers. A growing number of goods are temperature-sensitive and require constant storage temperatures. With years of experience working with the pharmaceutical and food & beverage industries, we understand the stringent guidelines companies face and offer temperature-controlled storage to meet these requirements.

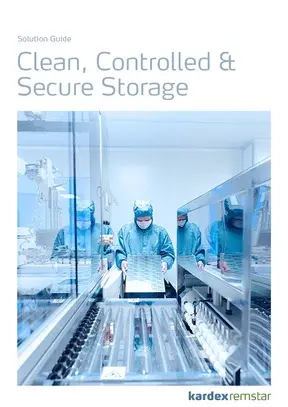
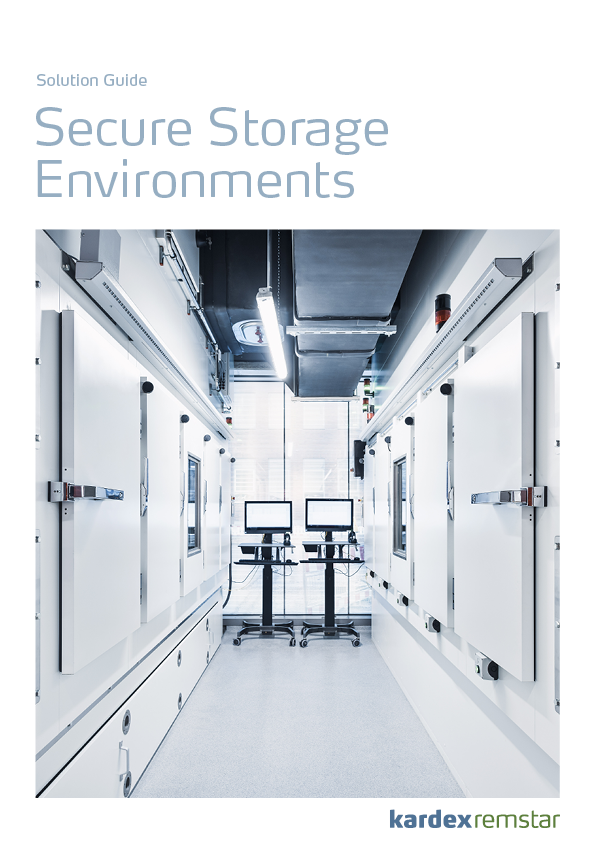
Clean Room
Our clean room solutions ensure that your storage environment meets the highest cleanliness standards, with clean room classifications ranging from EN-ISO 5 to 8 (with 5 available on request). These solutions are equipped with features such as positive or negative pressure control, optimised airflow, clean room airlocks, and pallet changers, all designed to preserve the integrity of your clean room environment.
Clean, Controlled & Secure Storage
Protecting high value and sensitive goods is crucial for the electronics industry, find out how automation ensures storage and handling of goods in controlled environments.